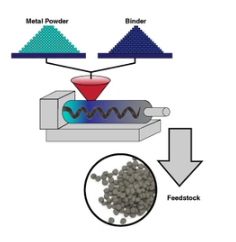
La première étape consiste à mélanger une poudre métallique très fine avec un liant (polymères, cire, etc.).
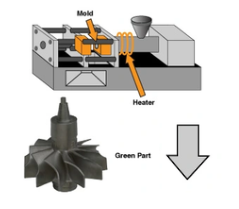
La matière première est chauffée puis injectée dans un moule métallique à l'aide d'une machine similaire à celles utilisées pour le moulage par injection plastique.
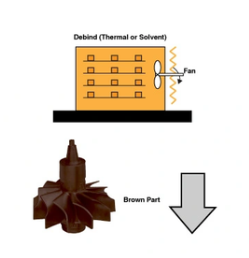
La pièce moulée subit ensuite une étape de déliantage visant à éliminer tout ou partie du liant.
À l'issue de cette étape, on obtient une pièce fragile appelée « pièce brute ».
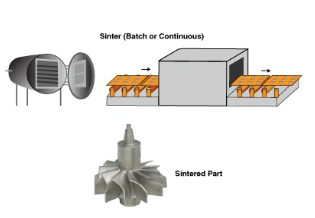
La partie brune est chauffée dans une atmosphère contrôlée (vide, gaz inerte, etc.) jusqu'à une température proche du point de fusion du métal.
Elle subit alors une forte densification, avec un retrait volumique de l'ordre de 15 à 20 % en général.

Le matériau solidifié, sous forme de petits morceaux calibrés, constitue l'alliage de base destiné au moulage. Cette étape permet également d'utiliser la totalité du matériau fondu, ce qui permet d'économiser des ressources dans un monde où celles-ci se font de plus en plus rares.
 Veuillez noter qu'à ce stade, l'alliage métallique n'est pas encore amorphe.
Veuillez noter qu'à ce stade, l'alliage métallique n'est pas encore amorphe.